Футеровка барабана — один из ключевых узлов, от которого зависит сцепление с лентой, стабильность пуска и реальный ресурс конвейера. На практике же именно этот узел часто «делают по остаточному принципу»: ставят первую попавшуюся резину, экономят на подготовке поверхности или копируют старое решение без учета новых условий эксплуатации. Результат — ускоренный износ ленты, проскальзывания, перегрев и регулярные простои.
Ниже — типовые ошибки при футеровке барабана, которые напрямую уменьшают срок службы узла и всей трассы.
Ошибка 1. Неверный выбор материала и твердости резины
Одна из самых распространенных проблем — «универсальная» футеровка барабана без привязки к реальной среде:
мягкая резина на тяжелых нагруженных линиях быстро выкрашивается и рвется;
слишком жесткая смесь на легких линиях дает слабое сцепление и проскальзывание;
неучет масел, реагентов, высокой температуры приводит к ускоренному старению, трещинам и отслоениям.
Материал футеровки всегда должен подбираться под тип ленты, транспортируемый продукт (влажный, абразивный, жиросодержащий), температуру и режим работы (пуски/остановы, реверсы, нагрузка при старте).
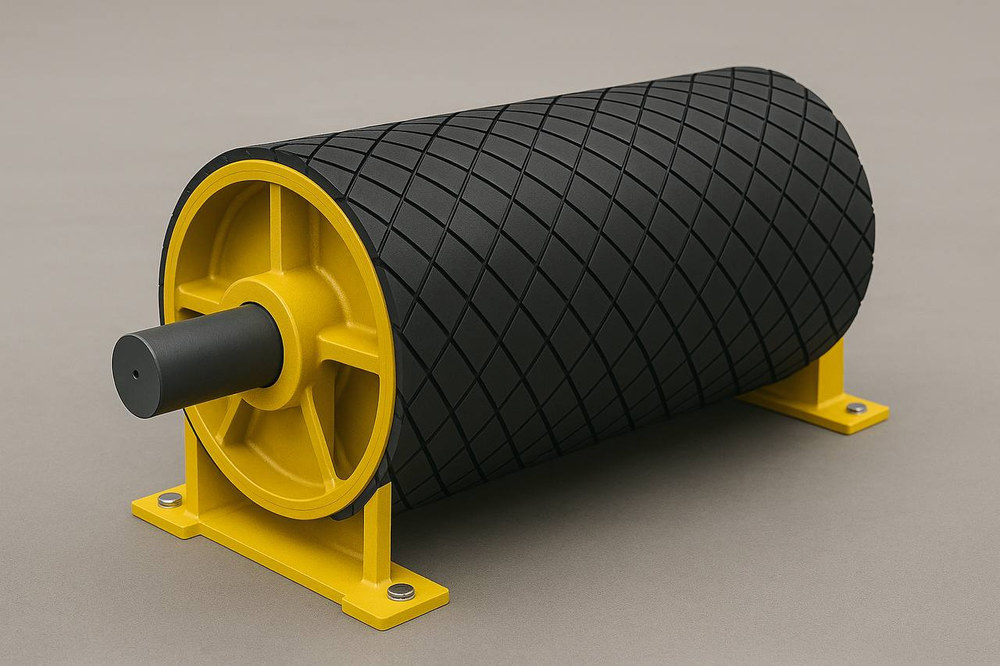
Ошибка 2. Игнорирование рисунка и типа профиля
Гладкая резиновая футеровка на влажных и пыльных трассах практически не работает. Типичные просчеты:
отсутствие дренажных каналов при работе с мокрым материалом;
применение гладкой поверхности там, где необходим ромбический или «елочный» рисунок;
неправильная ориентация рисунка относительно направления движения ленты.
В итоге вода, шлам и мелкая пыль образуют «смазку» между лентой и барабаном, сцепление падает, растет проскальзывание и износ как футеровки барабана, так и резины ленты.
Ошибка 3. Плохая подготовка поверхности барабана
Даже идеальный по составу материал не будет держаться, если нарушена технология подготовки:
не полностью удалена старая футеровка и остатки клея;
слабая или отсутствующая зачистка и шероховатость металла;
следы коррозии, масла, влаги на поверхности барабана;
отсутствие праймера или использование неполной клеевой системы.
Это приводит к отслоениям «пластами», пузырям, локальным провалам под нагрузкой. Лента начинает работать по «волнистой» поверхности, возрастает ударная нагрузка и местный перегрев.
Ошибка 4. Неправильная толщина и геометрия футеровки
Толщина футеровки влияет не только на ресурс, но и на работу всей трассы:
слишком тонкий слой быстро продирается до металла, особенно на приводных барабанах тяжелых конвейеров;
чрезмерно толстая футеровка без учета диаметра барабана и натяжения ленты дает лишнюю деформацию и нагрев;
неучтенное увеличение диаметра после футеровки нарушает геометрию трассы, углы обхвата и работу стыков.
При расчете важно учитывать конечный диаметр барабана с футеровкой, момент, который он передает, и допустимый радиус изгиба ленты.
Ошибка 5. Нарушение технологии склейки и монтажа
Даже при правильном выборе материала можно «убить» ресурс узла ошибками монтажа:
несоблюдение температурного режима при нанесении клея и вулканизации;
неправильная прокатка (остаются воздушные полости под резиной);
некорректные стыки листов (внахлест вместо «в замок», острые ступеньки в направлении движения ленты);
работа в режиме полной нагрузки сразу после установки, без технологического «приката».
Все это резко снижает срок службы футеровки барабана: начинаются отслоения по шву, разрывы в зонах стыков, ускоренный износ рисунка.
Ошибка 6. Игнорирование условий работы и изменения режима
Часто футеровку повторяют «как было», не учитывая, что:
увеличилась производительность и масса потока;
изменился тип материала (стал более влажным или абразивным);
выросла скорость ленты;
конвейер начал работать в реверсном режиме.
Старая схема футеровки в новых условиях может уже не обеспечивать нужный коэффициент сцепления и стойкость к износу. В итоге — постоянные проскальзывания, перегрев и ускоренное старение ленты.
Ошибка 7. Экономия на резинотехнических материалах и локальном производстве
Попытка сэкономить на материале обычно выливается в обратный эффект:
дешевые неконтролируемые смеси быстро дубеют, трескаются и крошатся;
отсутствие адаптации под конкретный конвейер (диаметр, тип ленты, продукт) приводит к «типовым» отказам;
каждая повторная футеровка — новый простой и новые затраты.
Работа с производителем, который специализируется на резиновых комплектующих и футеровке барабана под заказ, позволяет:
подобрать состав резины под конкретную среду и режим;
рассчитать толщину и рисунок футеровки с учетом диаметра, угла обхвата и тягового усилия;
обеспечить стабильное качество склейки и геометрию по всей ширине барабана.
При таком подходе футеровка барабана перестает быть слабым местом и работает весь расчетный ресурс вместе с лентой, а не в разы меньше. Это снижает риски аварийных остановок и делает затраты на конвейерное хозяйство более предсказуемыми.